Вибропресс или вибролитье: какую тротуарную плитку выбрать?
Существует множество технологий изготовления фигурных элементов мощения для укладки тротуаров, площадок и садовых дорожек. У потребителя, не имеющего достаточного опыта с данным строительным материалом, может возникнуть вопрос: что выбрать - плитку вибропресс или вибролитье? Чтобы облегчить выбор, нужно учесть технические особенности каждого вида дорожных полотен. И та, и другая плитка, имеет свои преимущества и существенные недостатки, поскольку технологии изготовления у ФЭМ разные.
Как производят фигурные элементы мощения
В изготовлении элементов применяется съемная опалубка, внутри которой происходит отливка будущей продукции. Такой способ позволяет получить качественный продукт методом вибролитья, у которого, однако, есть свои минусы. Гладкая поверхность лицевой стороны выглядит красиво, но является небезопасной зимой. Покрываясь льдом, такие дорожки становятся очень скользкими.
Чтобы исправить этот минус, производители освоили еще один метод изготовления ФЭМ с отличными эксплуатационными свойствами – вибропрессование. Поверхность таких элементов неровная, шершавая, с естественным антискольжением.
Вибролитье
Отливка железобетонных элементов или цельных конструкций монолитного типа осуществляется с помощью уплотнения строительной смеси вслед за укладкой в опалубке. В процессе участвуют тяжелые вибраторы глубокого действия или арматурное штыкование. Методики подходят для создания больших площадей, т. к. главное техническое отличие вибропресс от вибролитья в том, что маленький размер форм для плитки не вмещает погружной вибратор.
Технически вибролитье происходит так:
- миниатюрная форма, служащая для будущей плитки опалубкой, фиксируется на вибростоле;
- заготавливается смесь, состоящая из краски, песка, воды, цемента, отсева гранитного щебня, полимерные материалы и добавки;
- при заполнении бетонирующей смесью, в форме равномерно распределяется воздух, элементы перемешиваются и перемещаются к стенкам опалубной конструкции.
Плитка для мощения тротуаров и дорожек равномерно окрашивается, получает геометрическую форму, гладкую поверхность. Для извлечения готового изделия применяется вода, нагретая до 50-70° С, куда на несколько минут помещается форма. После, снятие ФЭМ происходит без затруднений. Выбор такой технологии порой обусловлен невысокими энергозатратами при сравнительно объемном ручном труде.






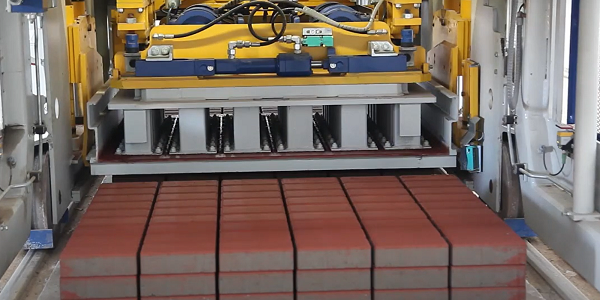
Вибропрессование
Если технология вибролитья в основном задействует ручной труд, то при вибропрессовании он практически заменяется работой механизмов. Главная функция отведена вибропрессу. Из бетономешалки смесь попадает в матрицу, после чего пуансон формует изделие, передает на конвейер в тару, размер которой зависит от производственных объемов.
Скорость создания плитки намного выше, чем у первого варианта ФЭМ: примерно 20 готовых компонентов в минуту, высокая производительность играет не последнюю роль, когда стоит вопрос: «вибропресс или вибролитье – что выбрать?».
Трудности с распределением форм не возникают, т. к. весь процесс работы автоматический. Ранее специалистами применялось пропаривание готовых элементов, что приводило лишь к удорожанию продукции. Практика показала, что это не отражается на гидратации цемента.
Большинство производителей выбирают вибропрессование в связи с высокой скоростью производства. Однако тротуарные плитки, изготовленные двумя способами, применяются в разных целях и условиях. Стоит уточнить, на каких потребителей рассчитана продукция. Для укладки садовых дорожек и площадок во дворах частных домов, чаще всего применяются ФЭМ вибролитье. Причины этому – небольшие нагрузки на брусчатку, декоративные качества глянцевой поверхности, разнообразие форм.
Для большего понимания вопроса: что лучше - вибролитье или вибропрессование для брусчатки, учитывается количество тротуарных элементов. Изготовление вибропрессованных форм происходит автоматически и в промышленных объемах. Первый вариант производства – это ручная работа.




Сравниваем тротуарную плитку в эксплуатации
От способа производства ФЭМ зависит стоимость, свойства продукции, пропорции сырья и длительность формирования выходящего изделия.
Вибролитая плитка является бюджетным вариантом для садовых тропинок, зон отдыха, площадок для стоянки автомобилей. В виду ее гладкости, производители наносят на поверхность рифление, узоры, зазубрины.
ВАЖНО: Стоит отметить, что технология производства тротуарной плитки вибропрессованием осуществима только на технически оборудованных заводах, в то время как вибролитье часто изготавливается в кустарных условиях. О качестве выходящих изделий можно только догадываться.
Если вибролитые ФЭМ выполнены верно и с соблюдением технологий, их срок службы – от 5 до 10 лет, в зависимости от воздействия окружающей среды. Зимняя чистка дорожек ото льда разрушает плитку. Также, она выцветает на солнце, подвержена воздействию влаги, легко откалывается.
Что касается аналога, то, в связи с пониженным соотношением воды в цементе (0,55), бетон заполняет опалубку равномерно под давлением пресса. Такой камень легче укладывать, т. к. форма всегда одинаковая. Отколоть или срезать плитку сложнее – она более прочная, в отличие от первого варианта.
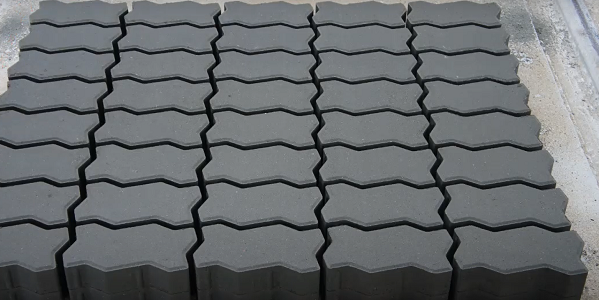
Прессование глубинной виброустановкой делает лицевую сторону элементов шероховатой, повышая безопасность эксплуатации для пешеходов. Такая технология позволяет использовать простой песок для закладки швов, вместо кварца. В связи с этим понижены требования в работе с дренажной сыпучей смесью: песчинки сами цепляются за неровную поверхность, не удаляясь под действием осадков и ветра.
Богатство цветовых коллекций тротуарной плитки в вибропрессовании расширенно технологией ColorMix (градиентные прокрасы различных оттенков) и добавлением крошки из натурального камня в верхний слой изделий, что недоступно для вибролитья. Количество форм - более 100 видов.
Стоимость ФЭМ, произведенных с помощью вибропресса, дороже вибролитых элементов, что обусловлено издержками производства и улучшенными свойствами эксплуатации: долговечность, безопасность, прочность.
Какую плитку выбрать?
Чтобы точнее ответить на вопрос, какая плитка тротуарная лучше - вибролитье или вибропрессование, ниже представляем таблицу для наглядного сравнения характеристик элементов мощения для придомовых и уличных территорий.
| Свойства | Вибропрессование | Вибролитье |
| Прочностные характеристики | Прочность марки М400 выдерживает высокие нагрузки - до 400-500 кг на 1 метр2 | Зависит от качества, особенностей производства. Значение определяется после просмотра образца |
| Срок эксплуатации | При высоких нагрузках от 15 до 25 лет | 5-8 лет с обязательным соблюдением условий пользования |
| Внешний вид | Богатство цветовых коллекций расширенно технологией ColorMix (градиентные прокрасы различных оттенков) и добавлением крошки из натурального камня в верхний слой изделий, что недоступно для вибролитья. Количество форм - более 100 видов. | Цветовые решения и разнообразие форм не ограничены |
| Поверхность | Антискользящие свойства, шершавость | Гладкость, становится скользкой зимой и в дождь |
| Стабильность геометрии | Подходит для укладки на больших периметрах, имеет четкие формы | Присутствуют неровности, приводящие к возникновению трещин, пустот при укладке |
| Цена | Цена на 15-20 % выше. Не требует частой замены элементов | Выгода от невысокой цены нивелируется частой заменой полотна |
| Изготовление | Автоматизированная работа механизмов | Только ручной труд |
Какую позицию выбрать, как наиболее подходящий вариант: вибролитье или вибропрессование - что лучше? Отталкиваясь от характеристик обоих вариантов, подытожим: плитка, выпущенная на автоматизированном производстве, всего на 10-20 % дороже аналога, но ее эксплуатационные качества превосходят вибролитье по всем параметрам.






